

Прежде всего, следует определиться с самим понятием глубокого сверления. Сверление называется глубоким в том случае, если глубина выполняемого отверстия превышает пять его диаметров.
Особенности сверления глубоких отверстий
Данная технологическая операция отличается высокой сложностью и трудоемкостью. Одним из главных условий ее качественного выполнения является эффективное охлаждение используемого инструмента большим количеством смазочно-охлаждающей жидкости (СОЖ), подающейся под сильным давлением.
Чтобы качественно и точно выполнить глубокое сверление, очень важно обеспечить правильное направление инструмента в самом начале обработки. Это возможно сделать двумя способами: с использованием специальной кондукторной втулки или направлением по предварительно выполненному «пристрелочному» отверстию меньшего диаметра.
Сверло, используемое для глубокого сверления, нельзя вращать на полных оборотах вне самой обрабатываемой детали: это может привести к смещению режущей части с требуемой траектории. Кроме того, при сверлении глубоких отверстий с помощью длинного сверла создаются неблагоприятные условия для отвода стружки из зоны обработки, что также может привести к уводу инструмента от заданного направления.
Этапы технологии
Для обеспечения качества работы процесс глубокого сверления отверстий выполняется в четко заданной последовательности со следующими этапами:
- Выполняется пилотное отверстие с допуском H8;
- Инструмент, вращающийся с небольшой частотой, подводится к поверхности обрабатываемой заготовки;
- Устанавливается требуемая частота вращения сверла и скорость его углубления, обеспечивается подача СОЖ в зону обработки;
- Сверлится отверстие на требуемую глубину без отвода инструмента;
- В случае, если для глубокого сверления используется очень длинный инструмент, то первые 25 мм глубины отверстия выполняются на пониженных режимах резания – 75% от номинальных;
- По достижении требуемой глубины сверления подача СОЖ в зону обработки отключается;
- Инструмент после окончания сверления ускоренно выводят из зоны обработки и останавливают его вращение.
Как правильно выбрать инструмент
Выбирая наиболее подходящий инструмент для глубокого сверления, следует учитывать целый ряд факторов:
- диаметр и глубину отверстия, которое необходимо выполнить;
- характеристики обрабатываемого материала;
- тип оборудования, которое будет использоваться для выполнения обработки.
Следует иметь в виду, что аппарат, на который будет устанавливаться такое сверло, должен быть предназначен именно для глубокого сверления.
Перед началом сверления следует выбрать оптимальную скорость вращения и подачи режущего инструмента, а также обеспечить его эффективное охлаждение. Для обработки материалов, которые в процессе их резания образуют длинную стружку, лучше всего использовать сверло с полированными стружечными канавками.
Типы сверл для глубокого сверления
Для глубокого сверления могут быть использованы:
- пушечные сверла, на поверхности которых имеется V-образная канавка, предназначенная для удаления стружки (обработка при помощи сверл данного типа является устаревшим методом получения глубоких отверстий);
- ружейные сверла различной вида:
- с режущей частью, полностью выполненной из твердого сплава;
- с твердосплавными пластинами, которые фиксируются на режущей части при помощи пайки;
- оснащенные не только основными, но и промежуточными твердосплавными пластинами;
- эжекторные сверла, которые нужны для выполнения глубокого сверления на станках с горизонтальным расположением режущего инструмента;
- спиральные сверла с цилиндрическим хвостовиком, параметры которых регламентирует ГОСТ 886-77 (по своей конструкции такие сверла относятся к инструментам длинной серии, при помощи которых создают отверстия с глубиной, превышающей величину, равную 15 диаметрам).
Разберем эти виды более подробно.
1. Пушечные сверла
Исторически первая и наиболее простая конструкция, предназначенная для глубокого сверления. Применяется для сверления сквозных и глухих отверстий, отличающихся значительной глубиной, в валах различного назначения, в шпинделях и других деталях. Такое сверло представляет собой стержень большой длины, равной глубине обрабатываемого отверстия, срезанный в рабочей части примерно до половины диаметра и заточенный с торца с задним углом α. Сверло имеет одну главную режущую кромку, перпендикулярную к оси инструмента. В последнее время данный вид сверл уступает место более современным конфигурациям.
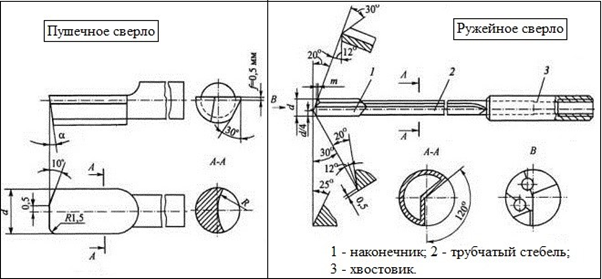
2. Ружейные сверла
Ружейные сверла относятся к инструментам однорезцового типа, при помощи которых можно создавать глубокие отверстия с диаметрами, находящимися в интервале 0,5–100 мм. Охлаждение сверл данного типа осуществляется через отверстие, выполненное в их внутренней части, а стружка, образующаяся в процессе обработки, отводится при помощи специальной канавки, выполненной на их наружной поверхности. Пушечные и ружейные сверла, оснащенные режущими твердосплавными пластинами, отличаются конической конфигурацией рабочей части, что обеспечивает лучшее направление инструмента в зону выполнения обработки.
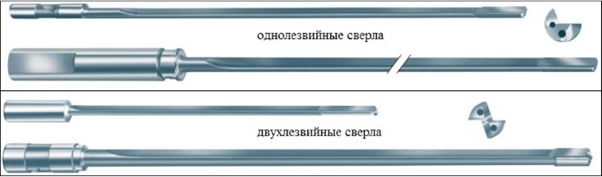
Примеры рабочих головок ружейных сверл:

Также ружейные сверла могут быть одно- или двухстороннего резания:
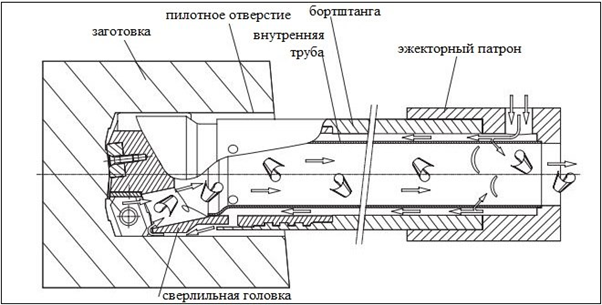
3. Эжекторные сверла
Эжекторные сверла относятся к более современным средствам глубокого сверления. За счет отсутствия стружечных канавок на их наружной поверхности отличаются высокой степенью жесткости.
Принцип работы эжекторным сверлом:
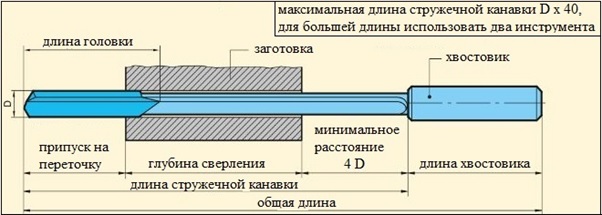
4. Спиральные сверла
Спиральные сверла с цилиндрическим хвостовиком, производимые в соответствии с требованиями ГОСТ 886-77, могут полностью изготавливаться из быстрорежущей стали или оснащаться режущими пластинами, выполненными из твердого сплава. Охлаждение сверл данного типа обеспечивается за счет не только наружного, но и внутреннего подвода СОЖ.
Сам процесс глубокого сверления, осуществляемый посредством таких сверл, в отличие от первых трех видов, выполняется как с их периодическим извлечением из выполняемого отверстия (необходимо для удаления из него образовавшейся стружки), так и без выполнения такой процедуры. Если сравнивать спиральные сверла с ружейными и пушечными, то при использовании первых производительность сверления повышается практически в 8 раз.
Компания «Системы Плюс» благодарит сайт met-all.org за предоставленную техническую информацию.
Мы с благодарностью примем замечания и дополнения к этому материалу. Ждем от вас информацию на email info@systems-plus.ru
20.02.2023
Рекомендуемые товары
